2000
Companies Served
99
On time delivery In 2022
50
Million Parts In 2022
99
Defect Free In 2022
20
Years In Injection Molidng Industry
20
Countries Shipped




















| Grade | Image | Finishes Standard | Description | Peculiarity | Applications |
| SPI - A1 A2 A3 |
|
Smooth and glossy finish | For plastic parts require high smooth finish, SPI grades A1, A2 and A3 are recommended. A grade finishes are made using a diamond buffing process and yield shiny and glossy surfaces on injection molding parts. |
1.High polish cost
2.Mold steel must be hot treatment
|
1.Automotive lense
2.Optical products
3.Clear plastic parts
|
| SPI - B1 B2 B3 |

|
Semi-glossy finish | For any plastic parts require the Semi-glossy finish, we recommend SPI grades B1, B2, and B3, B grade finishes use grit sandpaper to treat mold with a slightly rougher finish than grade A plastic parts. The injection molding plastic parts that undergo B grade finishing have a matte surface texture. the semi-glossy finish is often used to remove processing marks. |
Low treatment cost
|
1.Consumer goods inside parts
2.Electronic plastic parts
3.Any need semi-glossy finish plasitc parts
|
| SPI - C1 C2 C3 |

|
Matte finish | For plastic parts require a matte finish, SPI grades C1, C2, C3 are recommended. C grade finishes use grit sanding stones to process a mold surface. The injection molding plastic parts with C grade finishing have a matte surface texture. |
Nice visual or touch
|
1.Electronic plastic parts
2.Industry plastic parts
3.Consumer goods
4.Medical device
5.Any need matte finish plasitc parts
|
| SPI - D1 D2 D3 |

|
Textured finish | D grade finishes use grit and dry glass beads or oxide to produce a very rough textured finish. Depending on the type of material used, products can have a satin or dull finish. |
A textured surface offers a nice visual surface, Increase friction, conceals molding defects etc.
|
1.Automotive interior parts
2.Office goods
3.Industry plastic parts
4.Consumer goods
5.Electronic plastic parts
6.Medical device
|
| VDI 3400 |

|
VDI 3400 texture | Mold-Tech surface finish is through chemical etching or laser etching modification of the mold cavity. Each is represented by an MT- followed by a five-digit code, such as MT-11540. |
1.high cost
2.long machining time
3.Prefect surface
|
1.Automotive interior
2.Electronic & electrical components
3. Medical devices
4.Office goods
5. Consumer goods
|
| Mold-tech |

|
Mold-tech standard texture | Mold-Tech surface finish is through chemical etching or laser etching modification of the mold cavity. Each is represented by an MT- followed by a five-digit code, such as MT-11540. |
1.high cost
2.long machining time
3.Nice surface appearance
|
1.Automotive interior
2.Electronic & electrical components
3.Home appliance
3.Office goods
4.Medical devices
5.Office goods
6.Consumer goods
|
| Bead Blasting |

|
The size of the sand material can be selected according to the requirements. The size of the sand material determines the texture thickness of the mold surface. |
1. Medium cost
2. Not suitable for processing molds containing fiberglass plastic materials
|
1.Automotive interior
2.Electronic & electrical components
3.Home appliance
3.Office goods
4.Medical devices
5.Office goods
6.Consumer goods
|
|
Tolerance group |
Code letter |
Nominal Dimension Range |
||||||||||||||||||||||||||||||||||||||||||
|
Over up to |
0 1 |
1 3 |
3 6 |
6 10 |
10 15 |
15 22 |
22 30 |
30 40 |
40 53 |
53 70 |
70 90 |
90 120 |
120 160 |
160 200 |
200 250 |
250 315 |
315 400 |
400 500 |
500 630 |
630 800 |
800 1000 |
|||||||||||||||||||||||
|
General tolerances |
||||||||||||||||||||||||||||||||||||||||||||
|
160 |
A |
|
±0.28 |
±0.30 |
±0.33 |
±0.37 |
±0.42 |
±0.49 |
±0.57 |
±0.66 |
±0.78 |
±0.94 |
±1.15 |
±1.40 |
±1.80 |
±2.20 |
±2.70 |
±3.30 |
±4.10 |
±5.10 |
±6.30 |
±7.90 |
±10.00 |
|||||||||||||||||||||
|
B |
±0.18 |
±0.20 |
±0.23 |
±0.27 |
±0.32 |
±0.39 |
±0.47 |
±0.56 |
±0.88 |
±0.84 |
±1.05 |
±1.30 |
±1.70 |
±2.10 |
±2.60 |
±3.20 |
±4.00 |
±5.00 |
±6.20 |
±7.80 |
±9.90 |
|||||||||||||||||||||||
|
150 |
A |
±0.23 |
±0.25 |
±0.27 |
±0.30 |
±0.34 |
±0.38 |
±0.43 |
±0.49 |
±0.57 |
±0.68 |
±0.81 |
±0.97 |
±1.20 |
±1.50 |
±1.80 |
±2.20 |
±2.80 |
±3.40 |
±4.30 |
±5.30 |
±6.60 |
||||||||||||||||||||||
|
B |
±0.13 |
±0.15 |
±0.17 |
±0.20 |
±0.24 |
±0.28 |
±0.33 |
±0.39 |
±0.47 |
±0.58 |
±0.71 |
±0.87 |
±1.10 |
±1.40 |
±1.70 |
±2.10 |
±2.70 |
±3.30 |
±4.20 |
±5.20 |
±6.50 |
|||||||||||||||||||||||
|
140 |
A |
±0.20 |
±0.21 |
±0.22 |
±0.24 |
±0.27 |
±0.30 |
±0.34 |
±0.38 |
±0.43 |
±0.50 |
±0.60 |
±0.70 |
±0.85 |
±1.05 |
±1.25 |
±1.55 |
±1.90 |
±2.30 |
±2.90 |
±3.60 |
±4.50 |
||||||||||||||||||||||
|
B |
±0.10 |
±0.11 |
±0.12 |
±0.14 |
±0.17 |
±0.20 |
±0.24 |
±0.28 |
±0.33 |
±0.40 |
±0.50 |
±0.60 |
±0.75 |
±0.95 |
±1.15 |
±1.45 |
±1.80 |
2.20 |
±2.80 |
±3.50 |
±4.40 |
|||||||||||||||||||||||
|
130 |
A |
±0.18 |
±0.19 |
±0.20 |
±0.21 |
±0.23 |
±0.25 |
±0.27 |
±0.30 |
±0.34 |
±0.38 |
±0.44 |
±0.51 |
±0.60 |
±0.70 |
±0.90 |
±1.10 |
±1.30 |
±1.60 |
±2.00 |
±2.50 |
±3.00 |
||||||||||||||||||||||
|
B |
±0.08 |
±0.09 |
±0.10 |
±0.11 |
±0.13 |
±0.15 |
±0.17 |
±0.20 |
±0.24 |
±0.28 |
±0.34 |
±0.41 |
±0.50 |
±0.60 |
±0.80 |
±1.00 |
±1.20 |
±1.50 |
±1.90 |
±2.40 |
±2.90 |
|||||||||||||||||||||||
|
Tolerances on dimensions with deviations entered against the dimension |
||||||||||||||||||||||||||||||||||||||||||||
|
160 |
A |
|
0.56 |
0.60 |
0.66 |
0.74 |
0.84 |
0.98 |
1.14 |
1.32 |
1.56 |
1.88 |
2.30 |
2.80 |
3.60 |
4.40 |
5.40 |
6.60 |
8.20 |
10.20 |
12.50 |
15.80 |
20.00 |
|||||||||||||||||||||
|
B |
0.36 |
0.40 |
0.46 |
0.54 |
0.64 |
0.78 |
0.94 |
1.12 |
1.36 |
1.68 |
2.10 |
2.60 |
3.40 |
4.20 |
5.20 |
6.40 |
8.00 |
10.00 |
12.30 |
15.60 |
19.80 |
|||||||||||||||||||||||
|
150 |
A |
0.46 |
0.50 |
0.54 |
0.60 |
0.68 |
0.76 |
0.86 |
0.98 |
1.14 |
1.36 |
1.62 |
1.94 |
2.40 |
3.00 |
3.60 |
4.40 |
5.60 |
6.80 |
8.60 |
10.60 |
13.20 |
||||||||||||||||||||||
|
B |
0.26 |
0.30 |
0.34 |
0.40 |
0.48 |
0.56 |
0.66 |
0.78 |
0.94 |
1.16 |
1.42 |
1.74 |
2.20 |
2.80 |
3.40 |
4.20 |
5.40 |
6.60 |
8.40 |
10.40 |
13.00 |
|||||||||||||||||||||||
|
140 |
A |
0.40 |
0.42 |
0.44 |
0.48 |
0.54 |
0.60 |
0.68 |
0.76 |
0.86 |
1.00 |
1.20 |
1.40 |
1.70 |
2.10 |
2.50 |
3.10 |
3.80 |
4.60 |
5.80 |
7.20 |
9.00 |
||||||||||||||||||||||
|
B |
0.20 |
0.22 |
0.24 |
0.28 |
0.34 |
0.40 |
0.48 |
0.56 |
0.66 |
0.80 |
1.00 |
1.20 |
1.50 |
1.90 |
2.30 |
2.90 |
3.60 |
4.40 |
5.60 |
7.00 |
8.80 |
|||||||||||||||||||||||
|
130 |
A |
0.36 |
0.38 |
0.40 |
0.42 |
0.46 |
0.50 |
0.54 |
0.60 |
0.68 |
0.76 |
0.88 |
1.02 |
1.20 |
1.50 |
1.80 |
2.20 |
2.60 |
3.20 |
3.90 |
4.90 |
6.00 |
||||||||||||||||||||||
|
B |
0.16 |
0.18 |
0.20 |
0.22 |
0.26 |
0.30 |
0.34 |
0.40 |
0.48 |
0.56 |
0.68 |
0.82 |
1.00 |
1.30 |
1.60 |
2.00 |
2.40 |
3.00 |
3.70 |
4.70 |
5.80 |
|||||||||||||||||||||||
|
120 |
A |
0.32 |
0.34 |
0.36 |
0.38 |
0.40 |
0.42 |
0.46 |
0.50 |
0.54 |
0.60 |
0.68 |
0.78 |
0.90 |
1.06 |
1.24 |
1.50 |
1.80 |
2.20 |
2.60 |
3.20 |
4.00 |
||||||||||||||||||||||
|
B |
0.12 |
0.14 |
0.16 |
0.18 |
0.20 |
0.22 |
0.26 |
0.30 |
0.34 |
0.40 |
0.48 |
0.58 |
0.70 |
0.86 |
1.04 |
1.3 |
1.6 |
2.00 |
2.40 |
3.00 |
3.80 |
|||||||||||||||||||||||
|
110 |
A |
0.18 |
0.20 |
0.22 |
0.24 |
0.26 |
0.28 |
0.30 |
0.32 |
0.36 |
0.40 |
0.44 |
0.50 |
0.58 |
0.68 |
0.80 |
0.96 |
1.16 |
1.40 |
1.70 |
2.10 |
2.60 |
||||||||||||||||||||||
|
B |
0.08 |
0.10 |
0.12 |
0.14 |
0.16 |
0.18 |
0.20 |
0.22 |
0.26 |
0.30 |
0.34 |
0.40 |
0.48 |
0.58 |
0.70 |
0.86 |
1.06 |
1.30 |
1.60 |
2.00 |
2.50 |
|||||||||||||||||||||||
|
100 |
A |
|
0.10 |
0.12 |
0.14 |
0.16 |
0.20 |
0.22 |
0.24 |
0.26 |
0.28 |
0.31 |
0.35 |
0.40 |
0.50 |
|
||||||||||||||||||||||||||||
|
B |
|
0.05 |
0.06 |
0.07 |
0.08 |
0.10 |
0.12 |
0.14 |
.016 |
0.18 |
0.21 |
0.25 |
0.30 |
0.40 |
||||||||||||||||||||||||||||||
|
A For non-mould-related dimensions B For mould-related dimensions |
||||||||||||||||||||||||||||||||||||||||||||












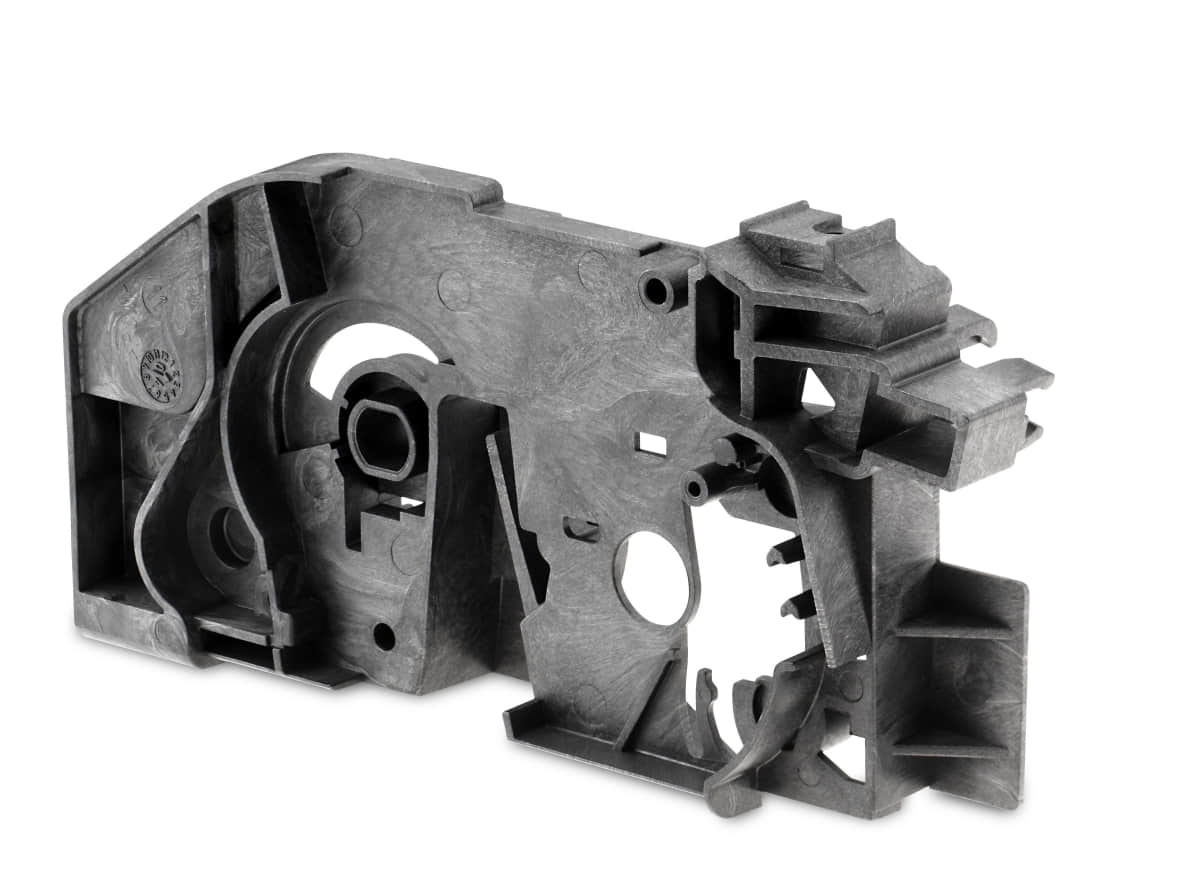
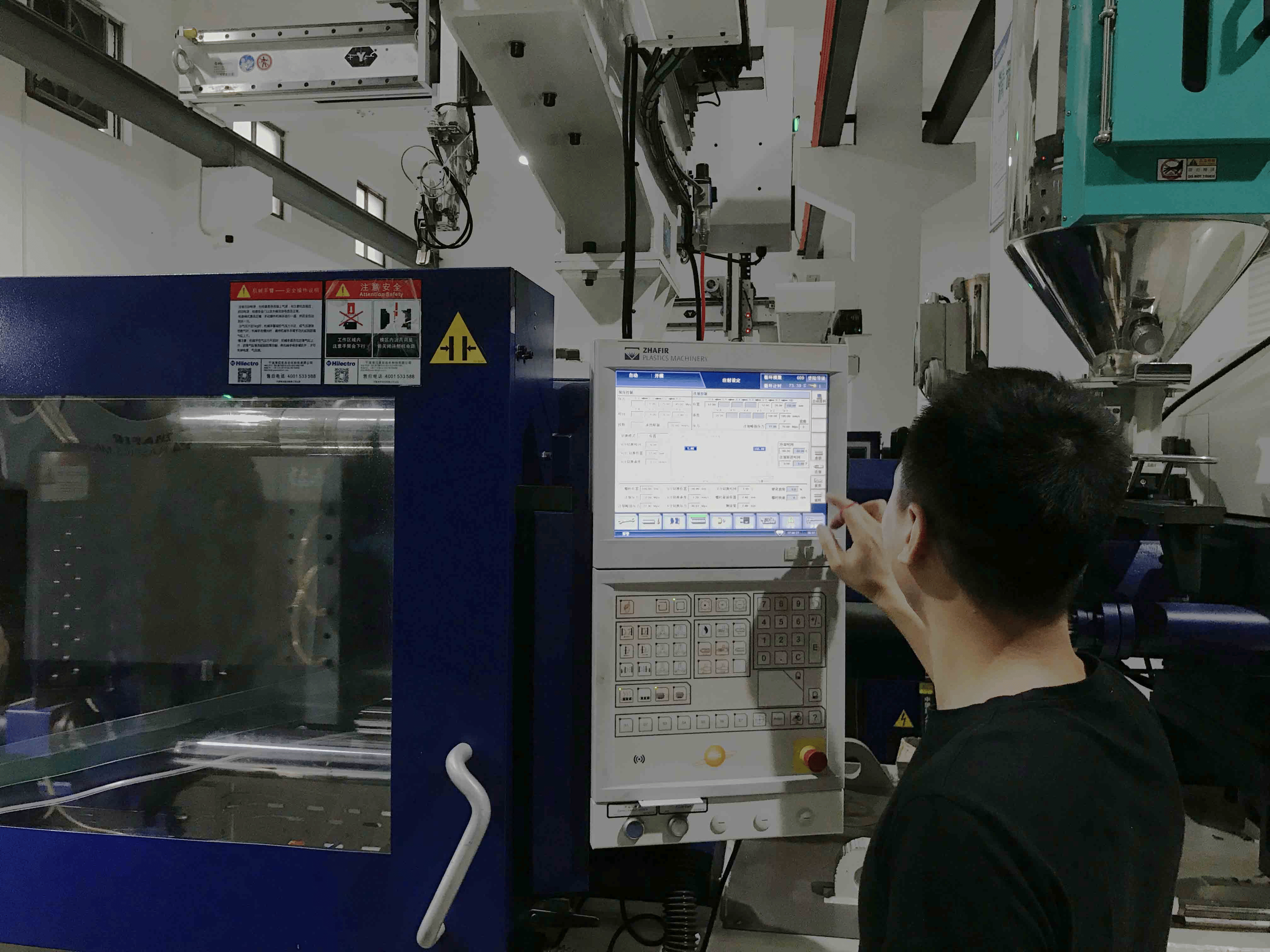
Injection molding is a process for manufacturing plastic products, from simple household items to complex medical devices, automotive and more. Injection molding involves injecting molten plastic into a mold cavity, where it cools and solidifies to form the desired shape. Here are the steps to turn your design into a real product using the injection process:
1. Mold design: The first step in the injection mold process is to design a mold that can produce the desired product. By creating a 3D model of the product and determining the mold design around it. Molds typically consist of various structures assembled from steel or aluminum.
2. Prepare plastic materials: Mix the plastic raw materials and colorants evenly and add them to the hopper to make it accurate for production.
3. Injection: According to the requirements, the molten material is injected into the mold cavity by setting a unique process in the injection molding machine. While ensuring that the cavity can be completely filled, molding defects should be avoided as much as possible.
4. Cooling and solidification: After completing the injection, wait for the part to cool and solidify.
5. Ejection: After the plastic part is completely solidified, open the mold and eject the product.
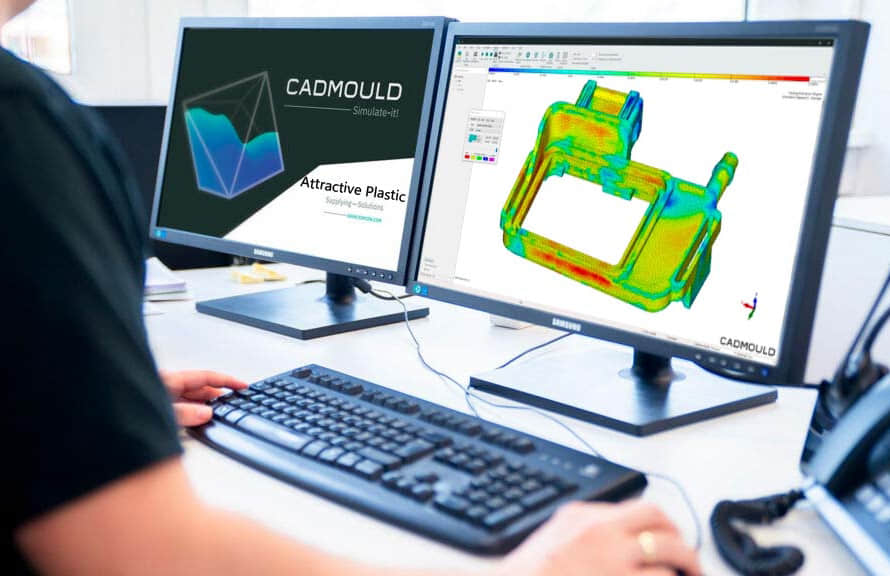
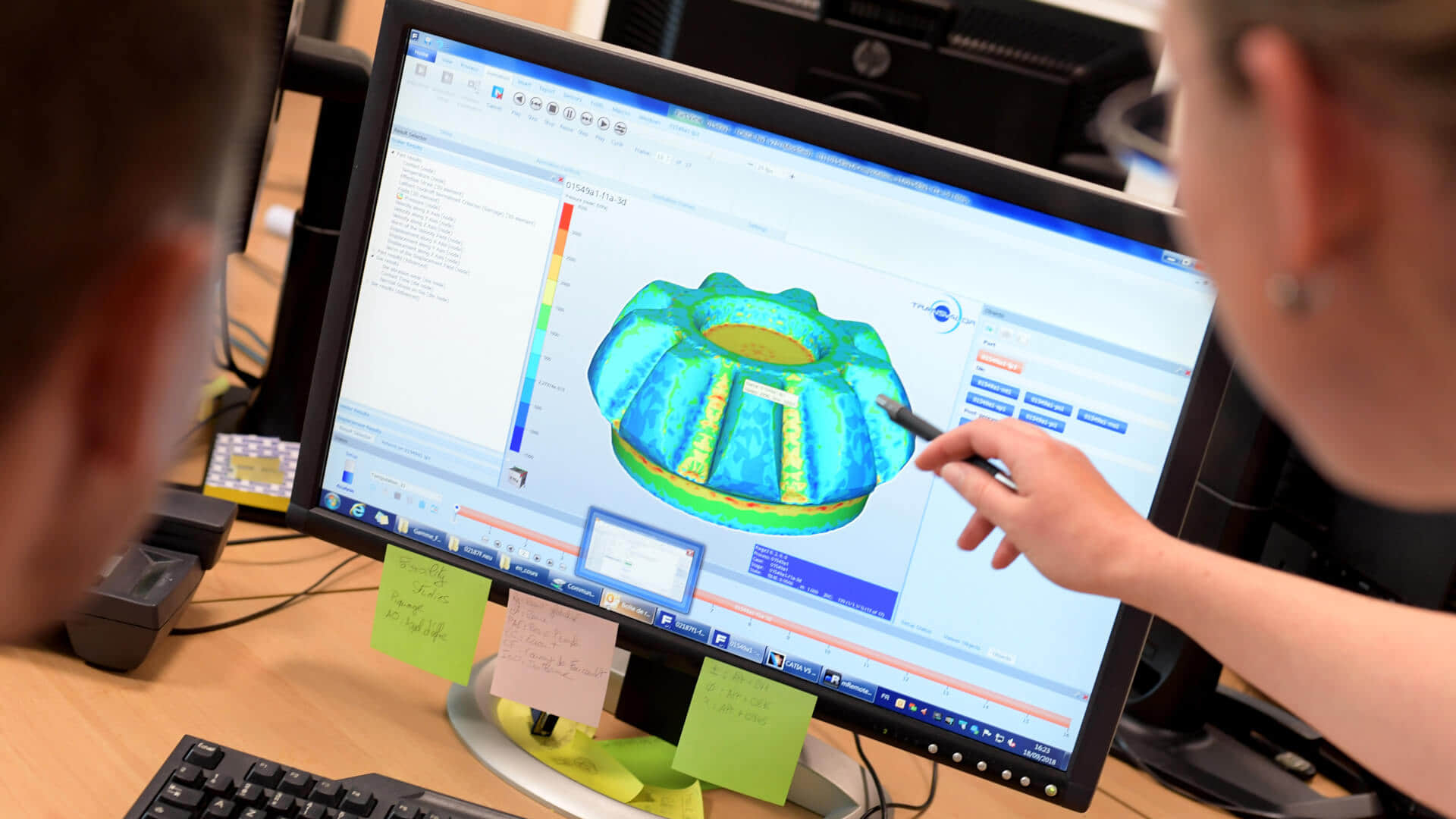
We provide design assistance, mold making, and injection molding production as well as post molding (ultrasonic welding, pad printing, screen printing, paint, plating, assembly) and finishing operations. Additionally, we provide assistance in material selection, mold flow analysis, etc., to ensure that we can produce superior quality products.
The design of an injection mold is one of the most important steps in any injection molding project. It requires a deep understanding of both the intended application and the injection molding process. Designers must take into account factors such as part geometry, material properties, shrinkage rates and draft angles.
Yes, Injection molds can be customized for your specific application, and Attractive Plastics engineers and designers work closely with customer engineering teams to create the most cost-effective custom plastic parts that meet or exceed project requirements.
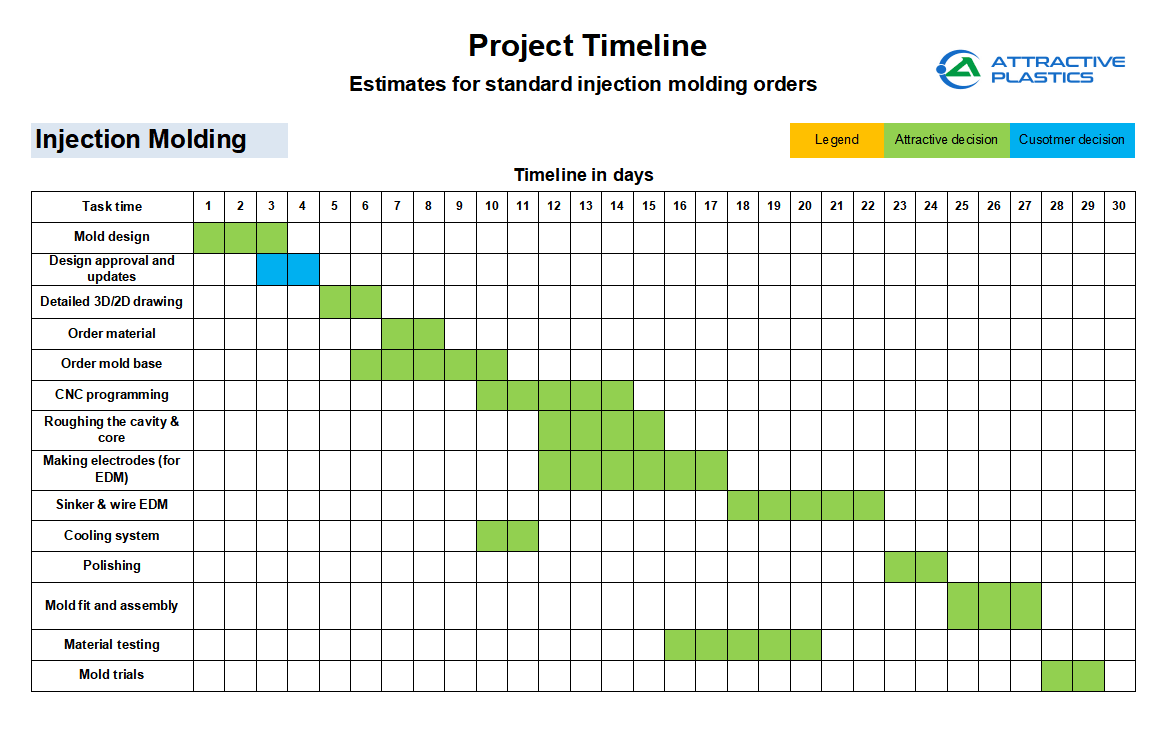
This depends on a number of factors including the complexity of the part design, size of the production run and availability of the materials. Generally, An injection molding project takes 3-4 weeks for mold manufacturing and sample production, and 2-3 weeks for mass production.
Generally, prices vary according to product size, shape, complexity, color, production quantity, and final price must be verified according to actual requirements.
Generally, there is no limit. We have made plastic parts as large as 1000mm*600mm*800mm. The most limiting factor in injection molding is the structure of the plastic part, such as holes, ribs, wall thickness, etc.
Please send us your inquiry by email. Once we confirm the design (Feature details with parameters), material, color, qty, we can provide quotation within 24 hours.