Yes, we provide the ability to create fully encapsulated magnets using overmolding process. we have more than 10 years of experience in insert molding magnets and overmolding magnets project.
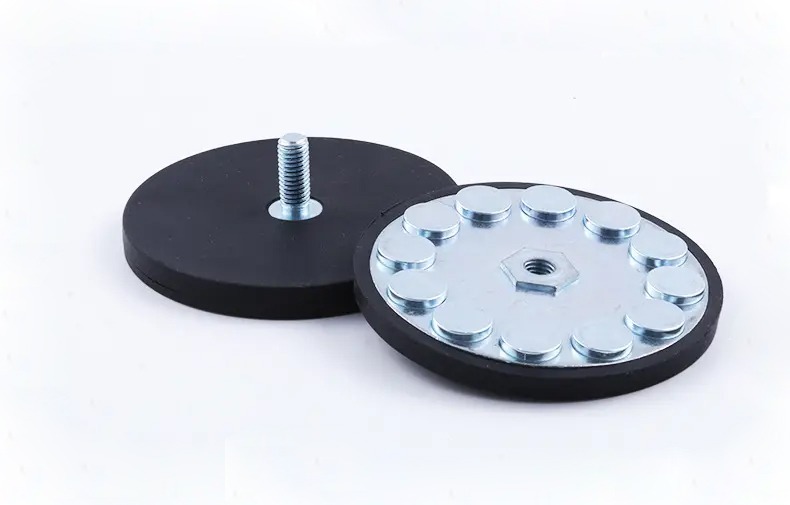
Overmolding magnets refers to the process of encapsulating magnets with plastic through injection molding. In this process, a plastic material is injected into a mold cavity that contains the magnet, and the plastic then solidifies around the magnet, creating a secure and protective encapsulation.
There are many factors to consider magnets overmolding, first, magnet have two poles, magnetism must be considering, because of our mold is steel. second, is all the same poles at a place or different also need considering. third, magnetizing at injection molding before or after must be considering too.
Here is overmolding magnets steps:
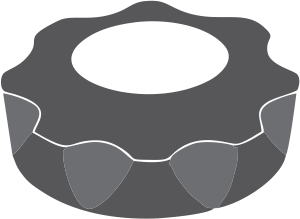
- Injection molding creating the substrate( usually is TPE)
- Assemble the magnet and the substrate plastic parts to form the magnet and substrate components. This step needs to be completed manually.
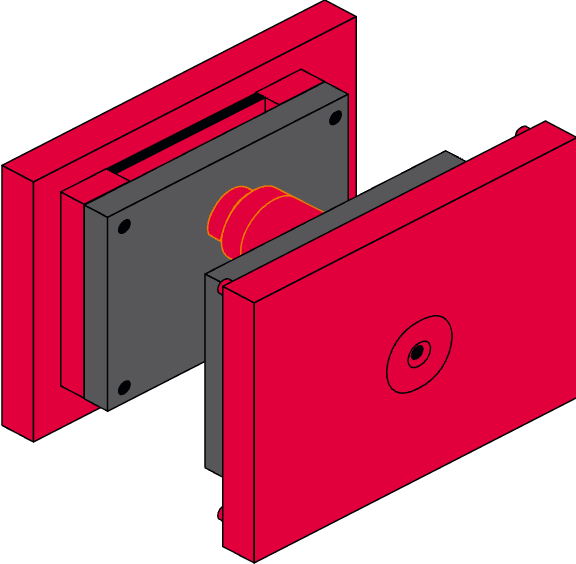
- Manual or servo robot loading magnets and substrate component is placed into the other mold cavity.
- The second mold is closed, the molten plastic is formed around the magnet substrate componetns, the magnets are all encapsulated, cooled, and ejected to complete the entire process of magnets overmolding.



 1. Creating the Substrate
1. Creating the Substrate
 2. Substrate Placement
2. Substrate Placement
 3. Create Overmold Layer
3. Create Overmold Layer
 4. Cooling & Stripping
4. Cooling & Stripping
 Increased Strength & Durability
Increased Strength & Durability
 Increasing Design Flexibility
Increasing Design Flexibility
 Improved Aesthetics
Improved Aesthetics