

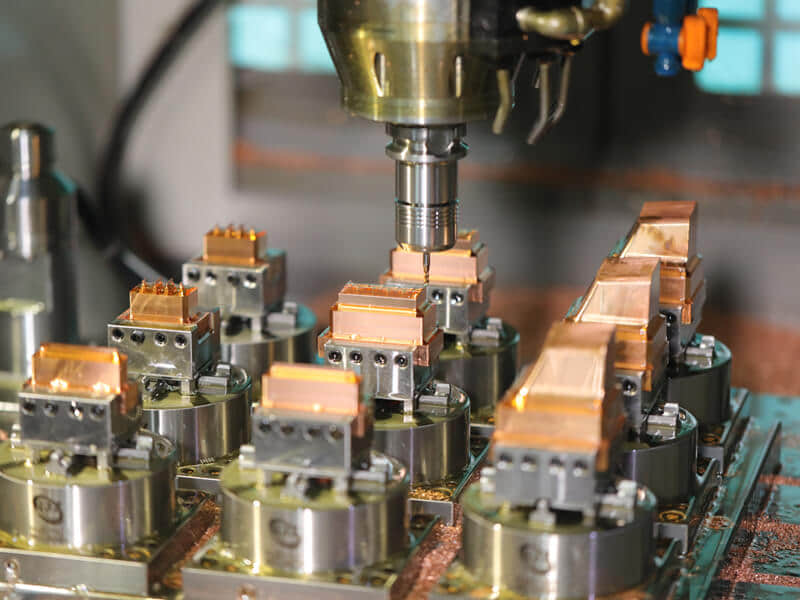




Sinker EDM is a precision machining process that removes metal material from the mold through discharge corrosion to form a specific set shape. Here’s how it works:
1. Electrode installation and centering
First, install the electrode onto the Sinker EDM machine. The electrode is usually a tool made of graphite or copper that can be CNC machined into a special shape and is used to discharge the mold during the machining process. Next, the electrode is centered to ensure its accurate position during machining. The centering process typically involves using the machine’s measurement system to determine the correct position and angle of the electrodes.
2. Drawing review and processing parameter setting
Before starting processing, carefully review the drawing to determine the required shape, size and accuracy requirements. According to the drawing requirements, set appropriate processing parameters, such as tool discharge gap, pulse width, pulse interval, etc. These parameters will affect the machining process and the accuracy of the final result.
3. Start electrical discharge machining
Start the Sinker EDM machine and start processing. During the machining process, high voltage pulses are applied between the tool electrode and the workpiece, resulting in spark discharge. Spark discharge converts electrical energy into thermal energy, causing local melting and vaporization of the workpiece to remove material. This process is repeated by gradually removing material to create the desired shape.
4. Monitoring and adjustment
During the entire processing process, monitor the machine’s operating status and processing results. By observing discharge phenomena, monitoring changes in processing parameters, and checking the quality and accuracy of the workpiece surface, the processing parameters are adjusted in a timely manner to ensure a stable and accurate processing process.
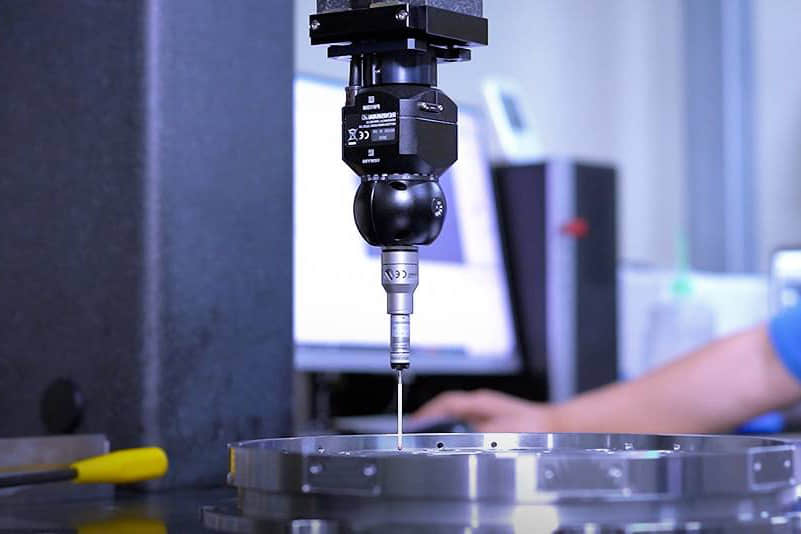
5. Post-processing and inspection
After completing the processing, perform necessary post-processing operations on the mold cavity or workpieces, such as cleaning and appearance inspection, dimensional inspection, etc. Use measuring tools to perform dimensional inspection and surface roughness measurement on workpieces or molds to ensure they meet drawing requirements.
The basic principle of wire EDM is to use a continuously moving thin metal wire (called an electrode wire) as an electrode to perform pulse spark discharge on the workpiece to erode the metal to achieve the purpose of cutting. Here’s a step-by-step explanation of how wire EDM works:
1. Wire Preparation: A thin metal wire, typically made of brass or molybdenum, is threaded through the machine’s wire guides and tensioned to ensure stability during the cutting process.
2. Workpiece Setup: The workpiece, which is the material to be cut, is securely fixed on the machine’s worktable. The workpiece and wire are positioned relative to each other based on the desired cutting path.
3. Electrical Discharge: A high-frequency pulse generator supplies a series of voltage pulses between the wire electrode and the workpiece. This creates a spark discharge, ionizing the gap between them and generating a plasma.
4. Material Removal: The intense heat generated by the plasma melts and vaporizes a small portion of the workpiece material, which is flushed away by a dielectric fluid (usually deionized water) circulating through the cutting gap.
5. Wire Advancement: As the wire electrode moves continuously in a predetermined path, it progressively cuts through the workpiece by repeatedly creating electrical discharges and removing material.
6. Control System: The WEDM machine is equipped with a control system that regulates the pulse generator, wire feed mechanism, and servo motors to maintain accurate cutting parameters such as wire tension, feed rate, and discharge energy.
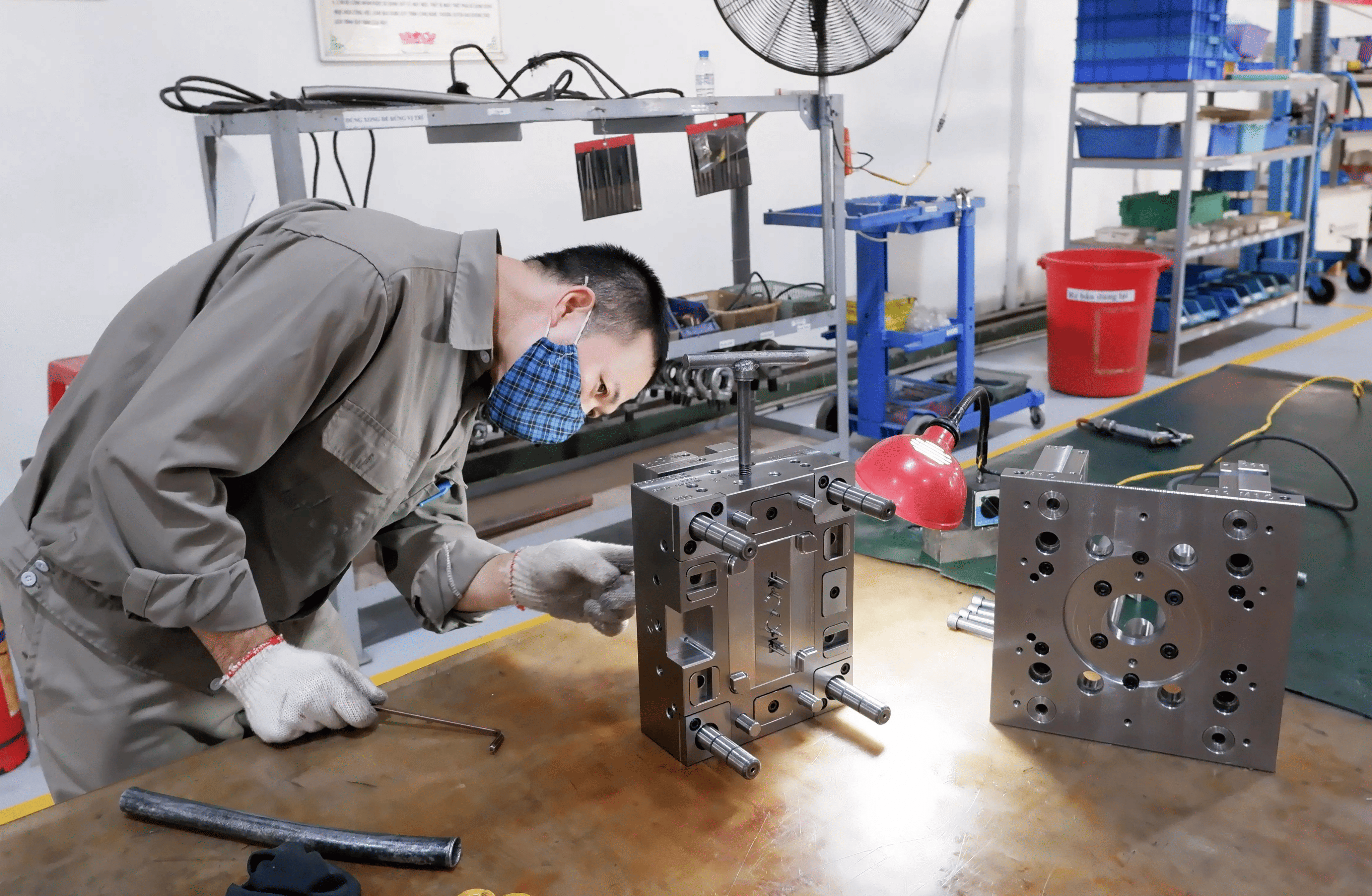
7. Completion and Post-Processing: Once the desired cut is achieved, the wire electrode is stopped, and the workpiece is removed from the machine. Any necessary post-processing steps, such as cleaning, deburring, dimension inspection.
Wire EDM technology has the following characteristics:
1. The slit produced during processing is narrow and the amount of metal erosion is small, which is conducive to the reuse of materials.
2. By processing the workpiece through CNC programming technology, the processing parameters can be adjusted, making it easy to realize automatic processing.
No problem, we have experience in polishing SPI A1, especially transparent PC, PMMA, SAN and other clear plastic materials.
Injection molds are generally processed through CNC milling, sinker EDM, wire EDM, polishing, etc.
EDM, also known as spark machining, spark eroding, die sinking, wire burning or wire erosion. It is a process that uses the spark generated between the electrode and the part to be processed to erode the material to process the part.

